


在激光切割与焊接的应用场景,很多时候需要能量大小跟随速度变化。固高激光能量跟随可以跟随插补运动的规划合成速度,也可以跟随插补的编码器合成速度。在占空比模式下,PWM的频率固定,占空比随速度大小变化而变化;在频率模式下,PWM的脉宽固定,频率随速度大小变化而变化;在模拟量模式下,模拟量的大小随速度大小变化而变化。
能量跟随有什么用,如何计算相关参数,如何调试?接下来我们来一层层揭开能量跟随的神秘面纱。
1.能量跟随的作用
我们可以想象,如果没有能量跟随,激光以恒定的能量输出,那么在高速时工件单位面积单位时间内接收到的能量较少,低速时工件单位面积单位时间内接收到的能量较多。表现出来的现将就是高速段能量较合适,效果比较好,低速段能量过重,效果较差,或者低速段能量较合适,效果较好,高速段能量较轻,效果较差。无论是哪种,结论都是整个加工过程能量均匀性较差。
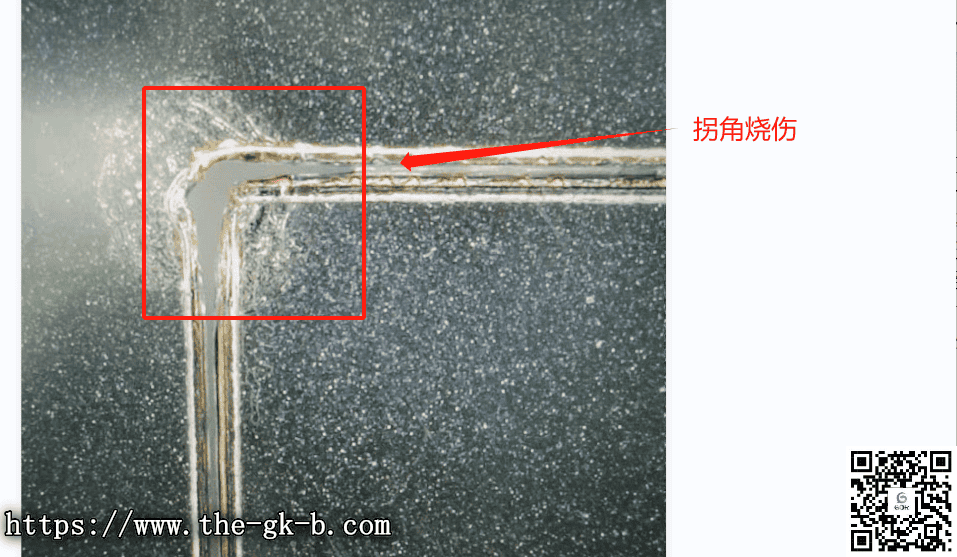
(a)

(b)
图1-1 使用能量跟随前后效果对比
上图中,图(a)是不使用能量跟随的效果,可见拐角处明显烧伤。图(b)为使用能量跟随的效果,拐角能量较均匀。对比可见使用能量跟随,整个切割过程中可以使工件接收的能量较均匀,轨迹更光滑完整。
2. 能量跟随的参数计算
能量跟随是控制器输出PWM的占空比或频率随速度变化或者控制器输出的模拟量大小随速度变化。那么,

我也是有底线哒~
付费阅读
© 版权声明
THE END






暂无评论内容